

قالب تزریق پلاستیک با استفاده از رزین های پلاستیکی دانه دار یا پوسته ای تشکیل شده است.
تزریق پلاستیک محصولاتی را از قطعات خودرو و قطعات هواپیما گرفته تا ظروف ذخیره سازی ، قطعات ابزار موسیقی و شانه های مو تولید می کند.
یکی از کارآمدترین فرآیندهای تولیدی به دلیل توانایی تولید مقادیر عظیم کالاهای مشابه ، قالب تزریق پلاستیک است.
ترکیبات پلاستیکی تشکیل دهنده قالب تزریق پلاستیک
- پلی کربنات
- پلی استایرن
- پلی اتیلن
- پلی پروپیلن
- پلی وینیل کلرید
- اکریلیک
- تفلون
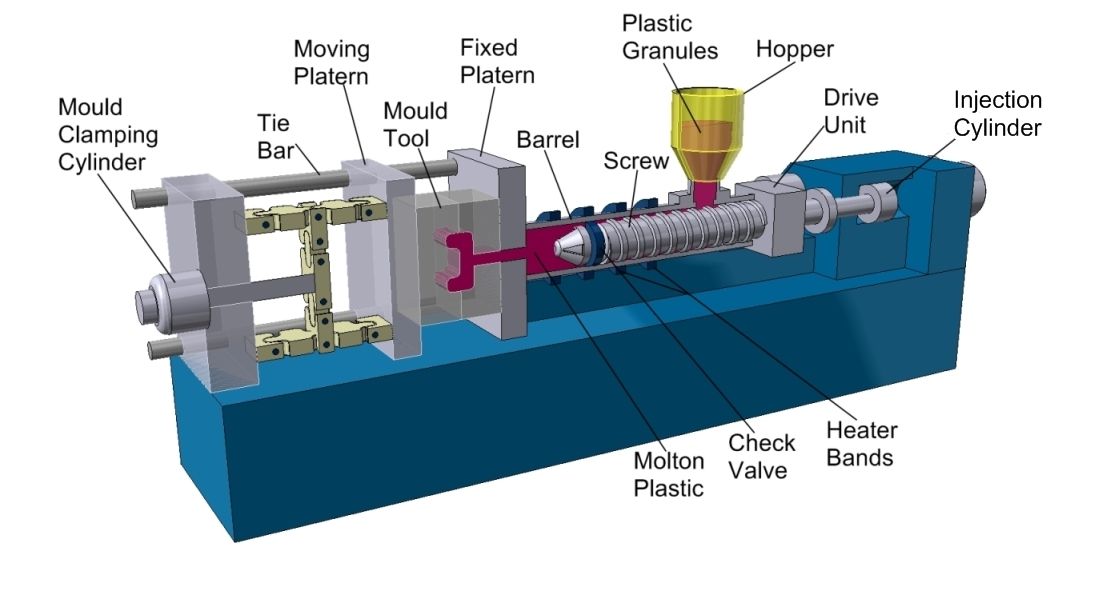
بستن و تزریق در قالب تزریق پلاستیک
بیشتر دستگاه های قالب گیری تزریقی پلاستیک برای ساخت یک مورد نیاز به یک چرخه فرآیند کوتاه دارند.
بستن اولین مرحله از چرخه است و شامل یک واحد هیدرولیکی میباشد.
که این واحد از قالب های فولادی یا آلومینیومی محافظت می کند و قبل از تزریق یک ترکیب پلاستیکی بین نیمی از قالب قرار می گیرد.
در مرحله تزریق ، ترکیبات پلاستیکی با حرارت و فشار شدید تا ذوب می شوند.
مقدار پلاستیک تزریق شده در نیمه قالب به “شات” گفته می شود.
زمان تزریق توسط اپراتور دستگاه با استفاده از متغیرهای فشار تزریق ، قدرت تزریق و حجم شات محاسبه می شود.
تثبیت و بیرون کشیدن
بلافاصله پس از تماس با سطوح قالب ، پلاستیک ذوب شده شروع به خنک شدن و جامد شدن می کند.
معمولاً برخی از انقباضات به دلیل خنک شدن سریع اتفاق می افتد.
لذا بسته بندی مواد پلاستیکی در مرحله تزریق اجازه ورود مواد اضافی به قالب را میدهد تا انقباض بر اندازه دلخواه محصول تأثیر نگذارد.
هنگامی که قسمت به اندازه کافی تثبیت شد ، سیستم بیرون ریز دستگاه با باز کردن قالب و بیرون کشیدن جسم سخت شده به دست می گیرد.
نیروی محکم به کمک یک ماده رهاکننده قالب برای بیرون کشیدن کالای مورد نیاز ضروری است.
نحوه محاسبه زمان لازم برای باز کردن قالبها و قطعات بیرون ریز به این صورت است:
با استفاده از زمان چرخه خشک و مدت زمان لازم برای ریختن قطعه پلاستیکی بسته شده درون یک محاسبه میشود.
قالبها سپس بست را بستند و به قسمت دستگاهی که تزریق انجام می شود حرکت می کنند.
کنترل کیفیت
محصولات ساخته شده توسط دستگاه های قالب گیری تزریقی پلاستیک معمولاً به دلیل تنظیمات دستگاه محاسبه شده دارای نقایص مشترک هستند.
به عنوان مثال ، نقص فلاش در اثر فشار زیاد تزریق یا نیروهای گیره خیلی کم ایجاد می شود.
اگر سرعت خنک کننده یکنواخت باشد ممکن است پیچش ایجاد شود.
وجود حباب های ریز به این معنی است که ترکیب پلاستیک ممکن است رطوبت بیش از حد داشته باشد یا دمای تزریق اضافی باشد.
سرانجام ، محصولات قالب گیری تزریقی پلاستیکی که توسط علائم اجزاء آلوده شده اند میتوانند در معرض نیروهای بیرون زدگی زیاد یا زمان خنک کننده کوتاه قرار گیرند.